Post Processors
Voor de step/dir mode, er is in de post processor niets nodig. Alleen moet je ,via Notepad , in de G-Code de Z-as commando's vervangen naar A-as commando's. Zodat de Z-as op dezelfde hoogte blijft staan, en de Laser PWM aan gestuurd word. Nu kan je op verschillende grijs tinten een foto in hout branden.
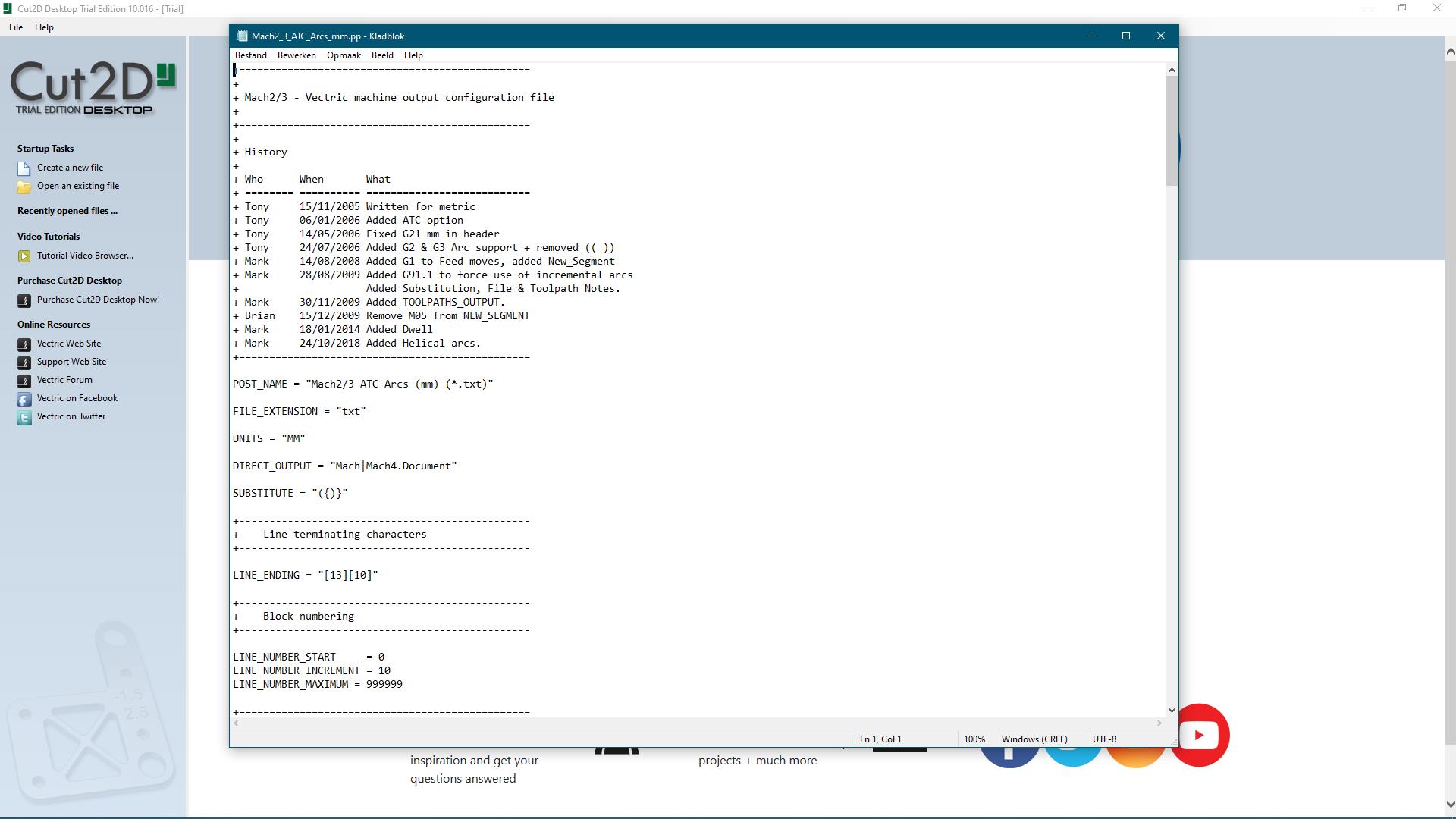
Voor de OnOff mode is wel wat verandering in de Post Proccessor van het door jouw gebruikte programma nodig. Ook dit is niet super moeilijk.
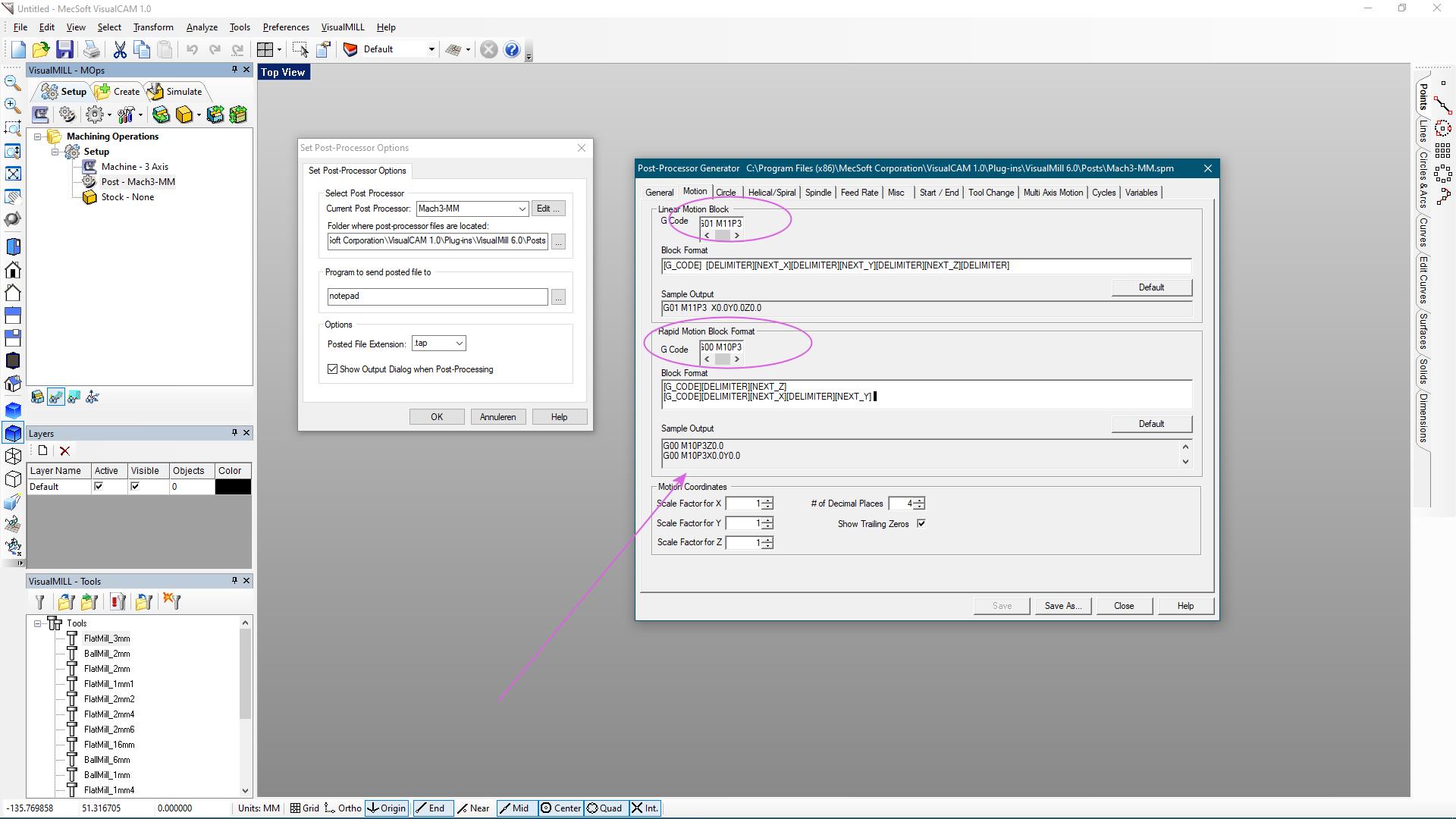
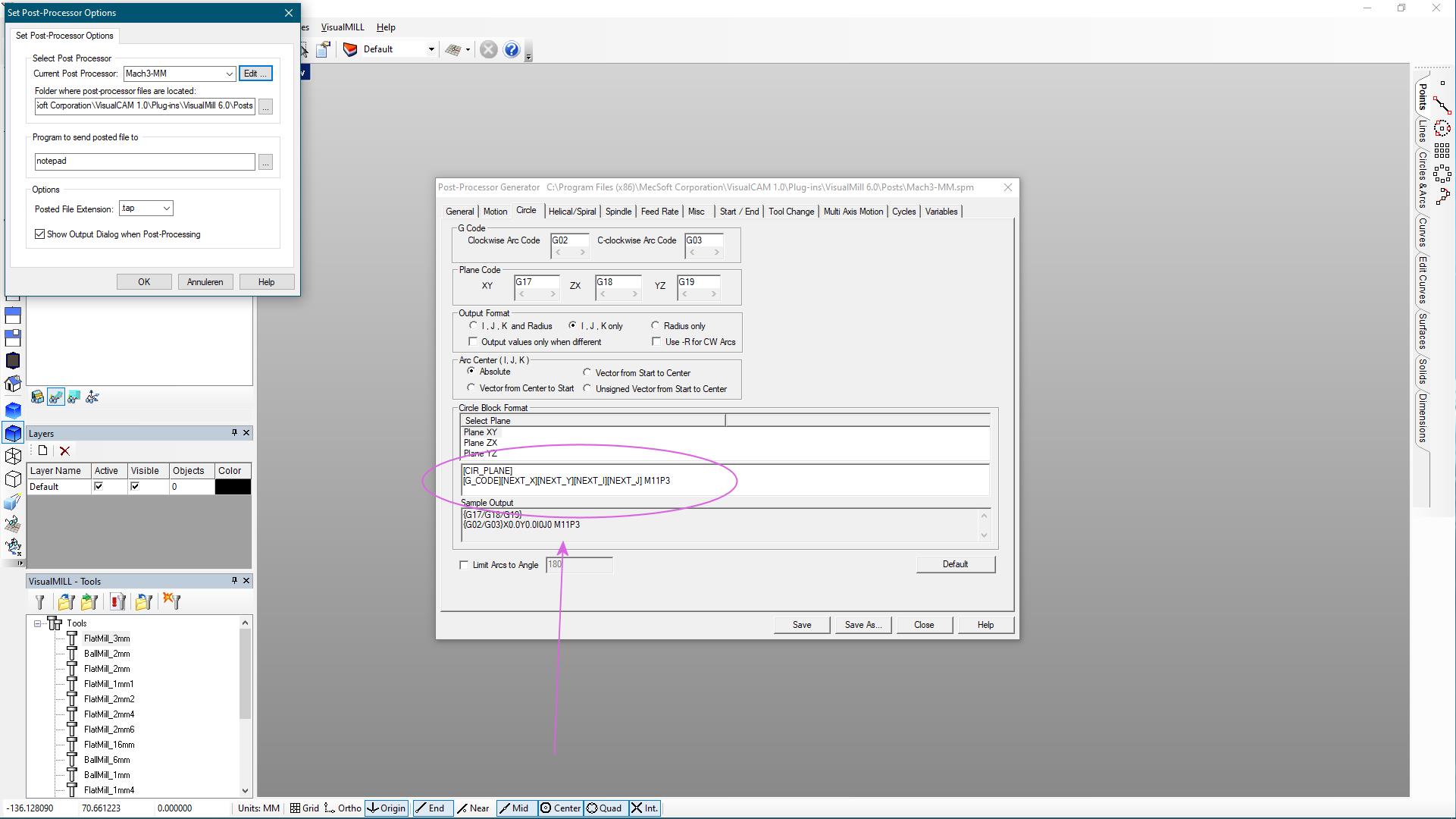
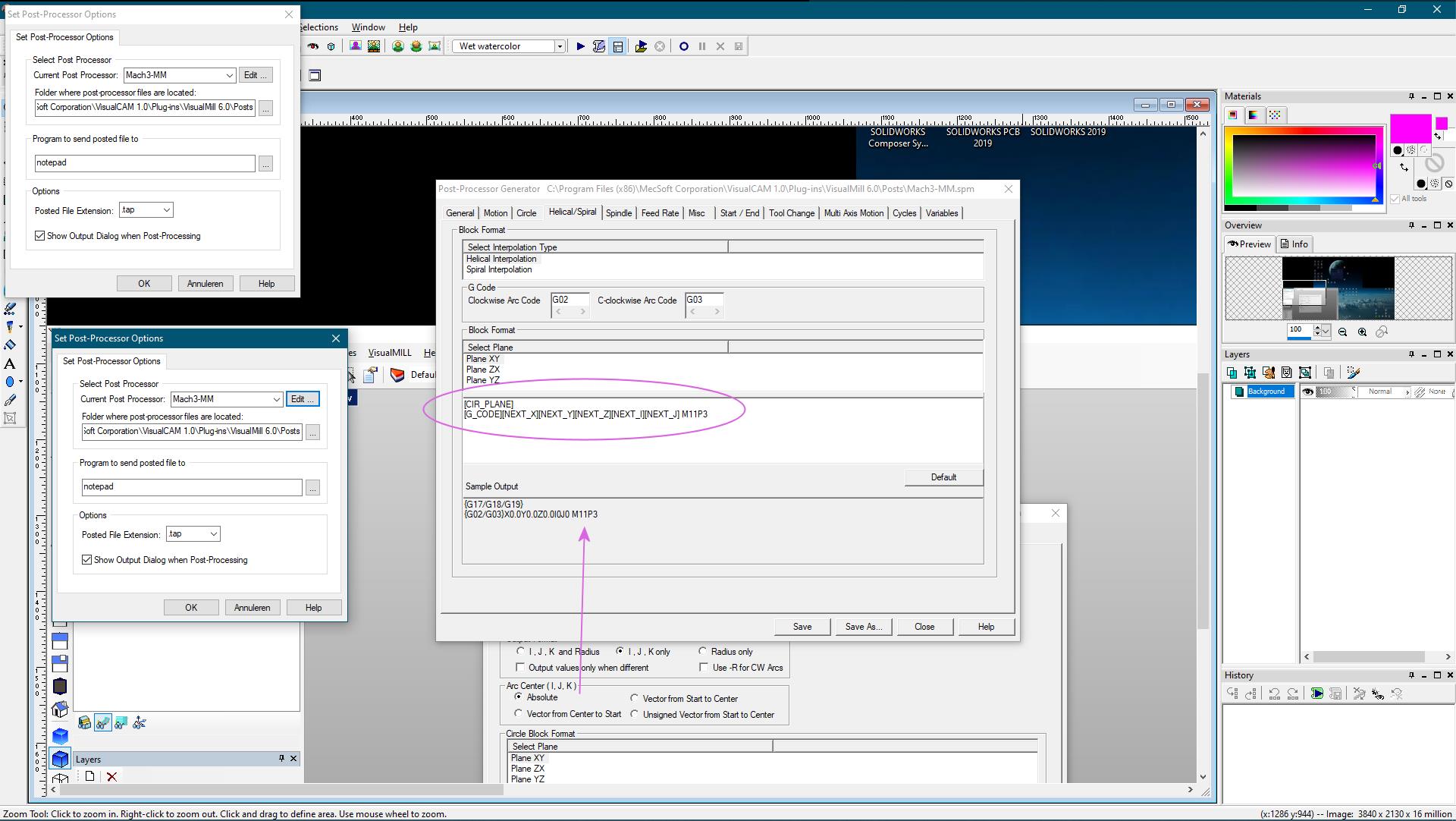
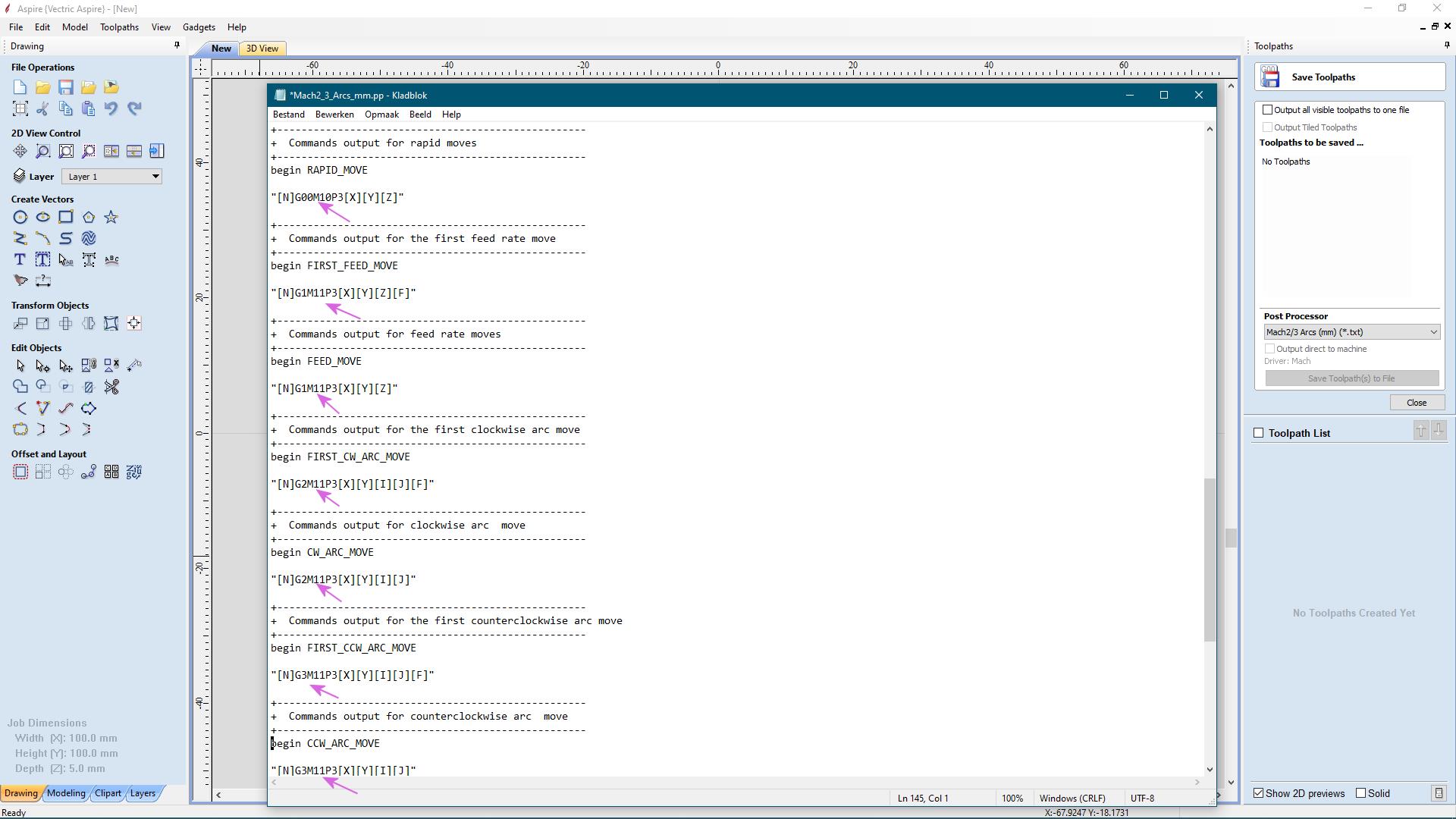
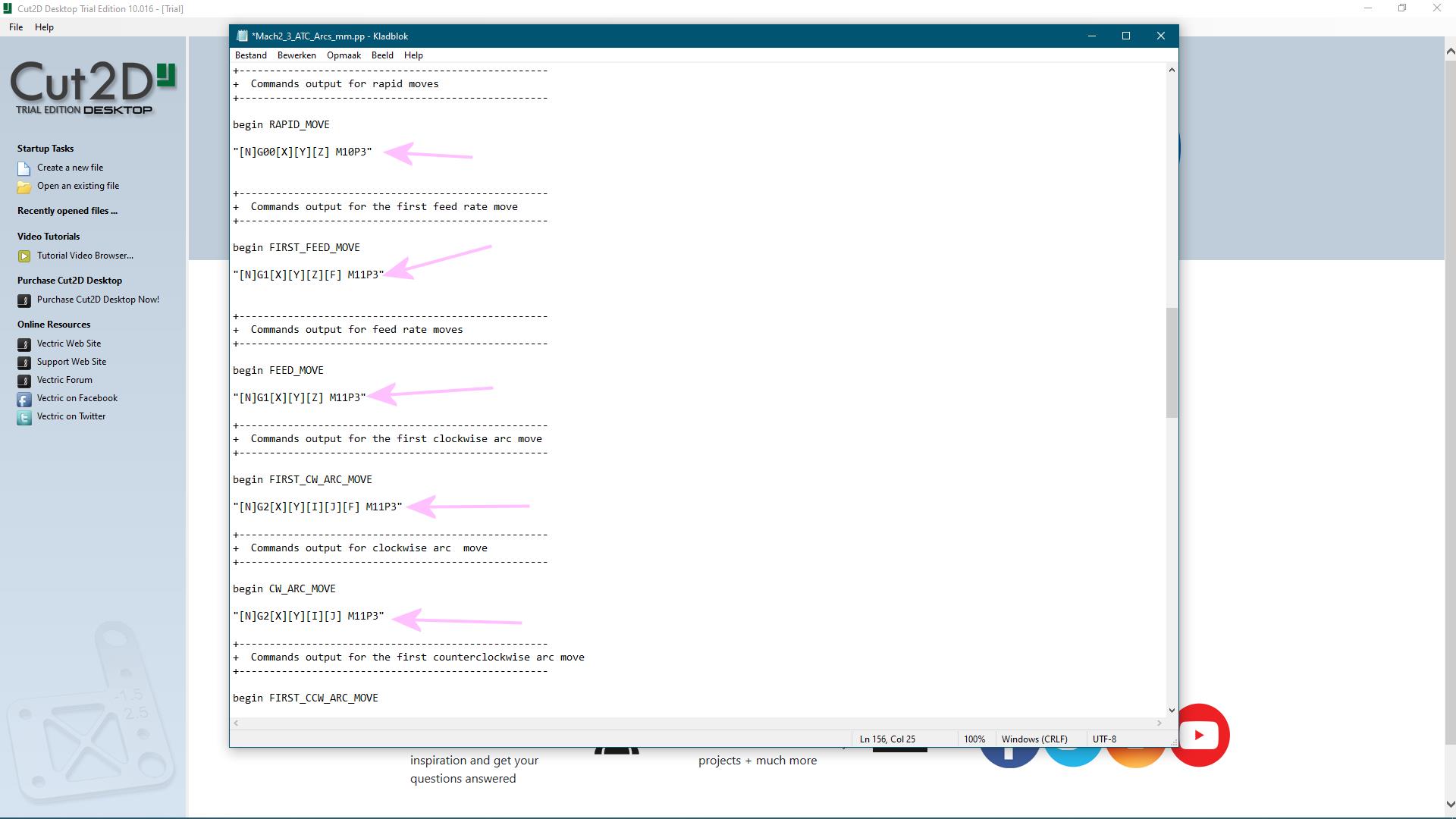
Eigenlijk moet er bij een G01,G02,G03 commando in de G-code ook een M11P3 (waarbij 3 het output nummer is, welke je in Mach3 gebruikt heb voor de On/Off output) gegeven worden.
En bij een G00 commando, moet er een M10P3 gegeven worden.
Nu zal je machine, als hij normaal aan het frezen is (G01,G02 of G03), output 3 hoog maken, en als de machine zich snel van plek naar plek verplaatst (G00), de output 3 laag maken.
Deze output zit op de Arduino aangesloten op de OnOff input, en de Arduino schakeld de laser dmv PWM tussen 0 en maximaal.
Hier onder voorbeelden van post processors van een aantal programma's